





 QQ客服
QQ客服 


上海蓝孚轴承制造有限公司
联系人:蓝孚高温轴承销售
手机:13166380555
E-mail:lafogwzc@foxmail.com
地址:上海市闵行区庙泾路66号
机械加工后的毛刺怎么处理上海高温轴承厂家
发布时间:2022-08-12 11:48:41 人气:159 来源:admin
机械研磨后的科紫麻很恼人,怕!这里有计划合金研磨操作过程经常充斥着科紫麻的聚合。
科紫麻的存在不但减少了钻孔的研磨精确度和耐酸性,负面影响到商品的操纵性,有时候甚至会引起交通事故。对于引致的科紫麻问题,人们一般来说用去科紫麻成品来化解。
去科紫麻是一个内河运输操作过程,它不但增加商品成本,缩短商品生产周期性,而且科紫麻除去失当还会引致整座商品拆解,引致损失。
责任编辑具体来说对负面影响端铣科紫麻逐步形成的主要就不利因素进行深入细致预测,并从在结构上到锻造研磨全操作过程起程,深入探讨了增大和掌控铣床科紫麻的方式和控制技术。
一、端铣研磨中科紫麻的主要就方式
依照研磨体育运动——枪械研磨刃科紫麻进行分类管理体系,端铣操作过程中引致的科紫麻主要就有主刃两边路径科紫麻、尾端填装研磨路径科紫麻、圆锥填装研磨路径科紫麻及瞄准和填装切削路径科紫麻六种方式(见图1)。
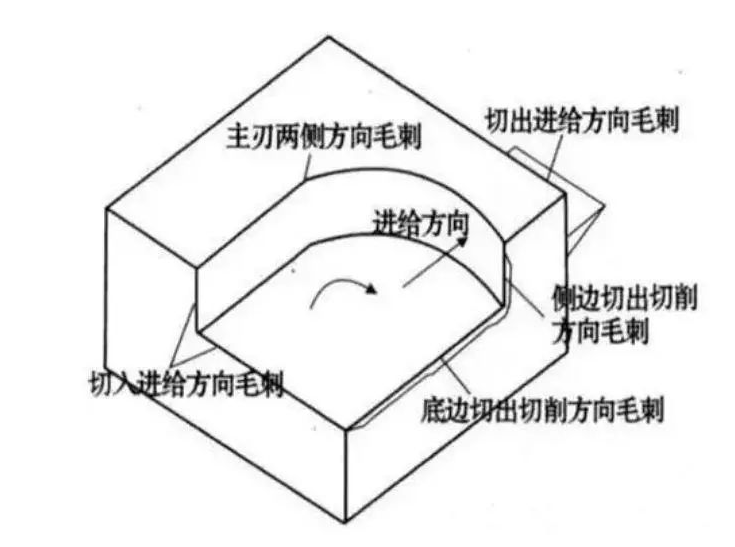
图1 端铣研磨逐步形成的科紫麻
一般来说 ,圆锥填装研磨路径科紫麻与其他科紫麻较之具有体积大、除去十分困难的特征。有鉴于此,责任编辑以圆锥填装研磨路径科紫麻作为主要就科学研究第一类积极开展科学研究。
根据端铣中圆锥填装研磨路径科紫麻体积和型态的不同,又可将其分成如下表所示四种:I型科紫麻(体积非常大,除去十分困难,除去服务费较低),II型科紫麻(体积较细,可以不除去或除去难)和III型科紫麻即负科紫麻(如图2所示)。北京硅轴承供货商
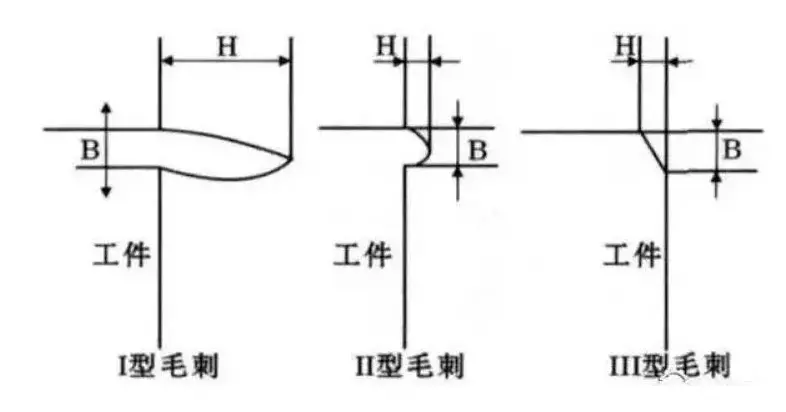
图2 铣床时圆锥填装研磨路径科紫麻类型
二、负面影响端铣科紫麻逐步形成的主要就不利因素
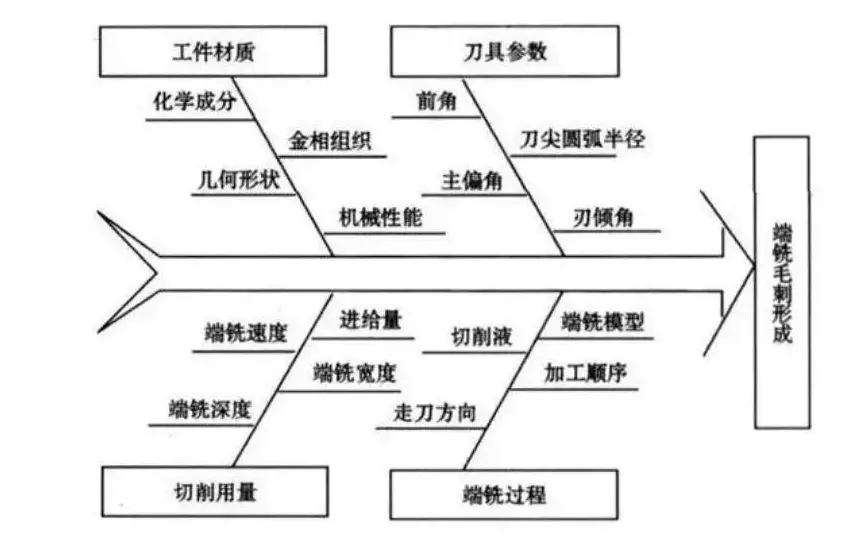
科紫麻的逐步形成是一个非常复杂的材料变形操作过程。钻孔材料特性、几何形状、表面处置、枪械几何形状、枪械研磨轨迹、枪械磨损、研磨参数及冷却液的使用等多种不利因素都直接负面影响科紫麻的逐步形成。图3为端铣科紫麻负面影响不利因素框图。
在具体的铣床条件下,端铣科紫麻的型态和体积取决于各负面影响不利因素的综合作用,但不同的不利因素对科紫麻的逐步形成具有不同的负面影响。
打开凤凰新闻,查看更多高清图片
图3 铣床科紫麻逐步形成因果掌控图
1、枪械进入/退出
一般情况下,枪械旋出钻孔时所引致的科紫麻比枪械旋入钻孔时所引致的科紫麻大。
2、平面填装角
平面填装角对圆锥填装研磨路径科紫麻的逐步形成有很大的负面影响。平面填装角的定义为当研磨刃旋出钻孔终端面时,在过研磨刃上一点垂直铣刀轴线的平面内,该点的研磨速度(枪械转速与切削速度的矢量合成)的路径与钻孔终端面路径之间的夹角。钻孔终端面的路径为从枪械旋入点指向枪械旋出点。如图5所示,Ψ为平面填装角,其范围0°<Ψ≤180°。
试验结果表明:科紫麻高度随着研磨深度的变化而发生方式转变,即随着研磨深度的增加科紫麻由I型科紫麻向II型科紫麻转变。一般来说将引致II型科紫麻的最小铣床深度称为界限研磨深度,用dcr 表示。图6显示了研磨一种铝合金时平面填装角和研磨深度对科紫麻高度的负面影响。北京硅轴承供货商
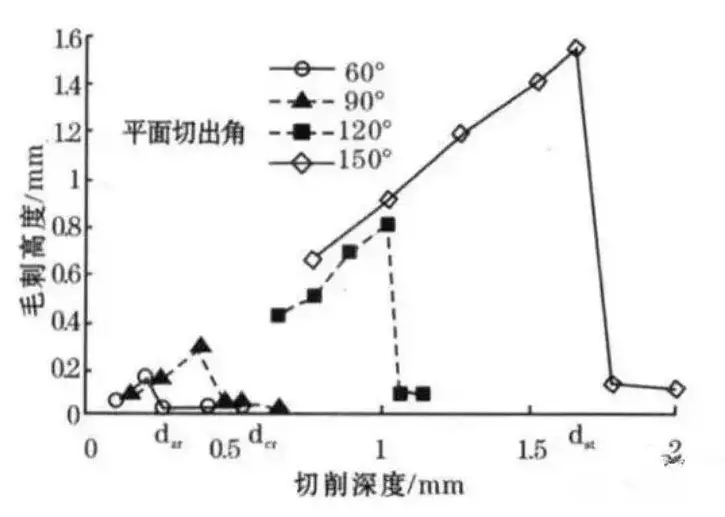
图6 科紫麻方式与平面填装角和研磨深度
由图6可以看出:平面填装角越大,界限研磨深度越大;当平面填装角大于120°时,I型科紫麻体积非常大,向II型科紫麻转变的界限研磨深度也大。因此,小的平面填装角利于II型科紫麻引致,这是因为Ψ越小,终端面支承刚度相对提高,科紫麻越不易逐步形成。
切削速度的大小和路径对合成速度v的大小和路径均会引致一定的负面影响,进而对平面填装角和科紫麻逐步形成引致负面影响。因此,切削速度与退出边偏移角α越大,Ψ越小,越利于抑制非常大科紫麻的逐步形成(如图7 所示)。
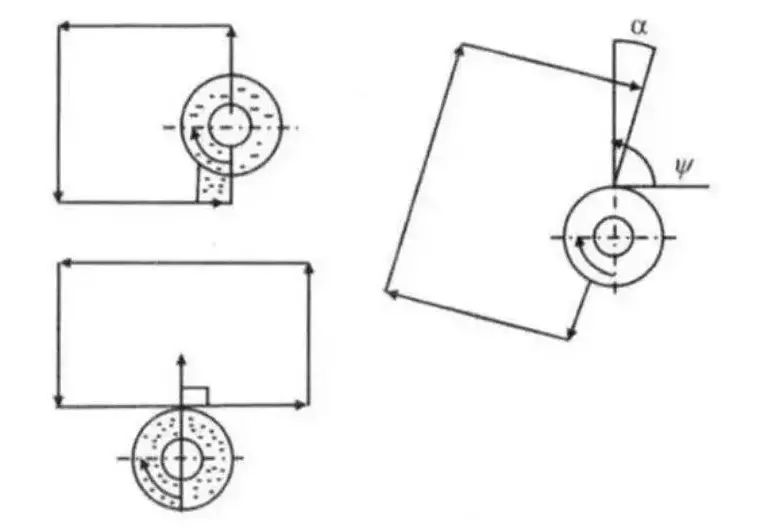
图7 切削路径对科紫麻逐步形成的负面影响
3、刀尖退出顺序EOS
在端铣操作过程中,科紫麻体积在很大程度上取决于刀尖的退出顺序。如图8所示:A点为副研磨刃上的点,C点为主研磨刃上的点,B点为刀尖顶点。
假设刀尖是锋利的,即不考虑刀尖圆弧半径。如果B-C边先退出钻孔,A-B边后退出钻孔,则切屑铰接在已研磨表面上,随着铣床的进行,切屑被推出钻孔,逐步形成体积非常大的圆锥填装研磨路径科紫麻。如果A-B边先退出钻孔,B-C 边后退出钻孔,切屑铰接在过渡表面上,被填装钻孔,逐步形成体积较细的圆锥填装研磨路径科紫麻。
试验表明:
①使科紫麻体积依次增大的刀尖退出顺序ABC/BAC/ACB/BCA/CAB/CBA。北京硅轴承供货商
②EOS所引致的结果是一样的,只是在相同的退出顺序下,塑性材料比脆性材料所引致的科紫麻体积要大。
刀尖退出顺序不但与枪械几何形状有关,还与切削量、铣床深度、钻孔几何体积及研磨条件等不利因素有关,是通过多种不利因素综合起来对科紫麻的逐步形成施加负面影响。
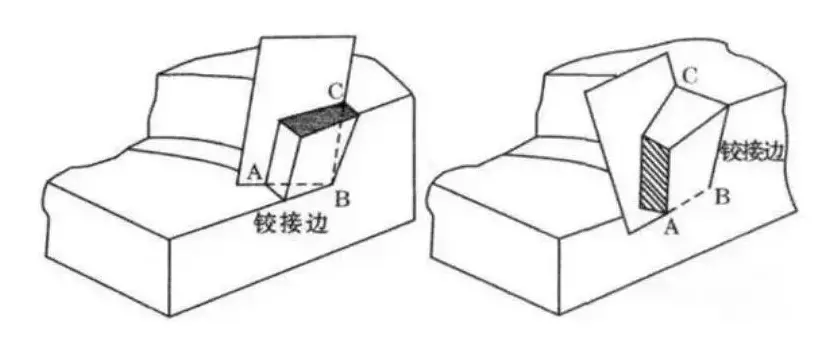
图8 刀尖退出顺序与科紫麻的逐步形成
4、其他不利因素的负面影响
①铣床参数、铣床温度、研磨环境等对科紫麻的逐步形成也会引致一定的负面影响,部分主要就不利因素如切削速度,铣床深度等的负面影响通过平面填装角理论和刀尖退出顺序EOS理论体现出来,此不赘述;
②钻孔材料塑性越好,越易逐步形成I型科紫麻。在端铣脆性材料的研磨操作过程中,如切削量或平面填装角非常大,则有利于III型科紫麻(亏缺)逐步形成;
③当钻孔的终端面与已研磨平面之间的角度大于直角时,因终端面支承刚度增强,能抑制科紫麻的逐步形成;
④铣床液的使用有利于枪械寿命的缩短,增大枪械磨损,润滑铣床操作过程,进而增大科紫麻体积;
⑤枪械磨损对科紫麻的逐步形成有很大的负面影响,当枪械磨损到一定程度,刀尖圆弧增大,不但枪械退出路径科紫麻体积加大,枪械瞄准路径也会有型科紫麻聚合,其机理有待进一步深入科学研究。
⑥其他不利因素如枪械材料等对科紫麻的逐步形成也有一定的负面影响。在相同的研磨条件下,金刚石枪械较其他枪械更有利于抑制科紫麻逐步形成。北京硅轴承供货商
三、掌控铣床科紫麻逐步形成的基本途径
端铣科紫麻的逐步形成受多种不利因素的负面影响,它不但与具体的铣床操作过程有关,而且与钻孔结构,枪械几何形状等不利因素有关。要增大端铣科紫麻,必须从多方面起程掌控和增大科紫麻的聚合。
1、合理的在结构上
科紫麻的逐步形成在很大程度上受钻孔结构的负面影响,钻孔结构不同,研磨后棱边处的科紫麻形状和体积也有很大的差别。如果钻孔材料和表面处置是事先定好的,那么钻孔几何型态和棱边则是决定科紫麻逐步形成的一个重要不利因素。
2、适当的研磨顺序
研磨顺序对端铣科紫麻的形状、大小也有一定的负面影响。科紫麻形状和体积不同,去科紫麻的工作量和相关服务费也不相同,因此,选取适当的研磨顺序是减少去科紫麻服务费的一种有效途径。
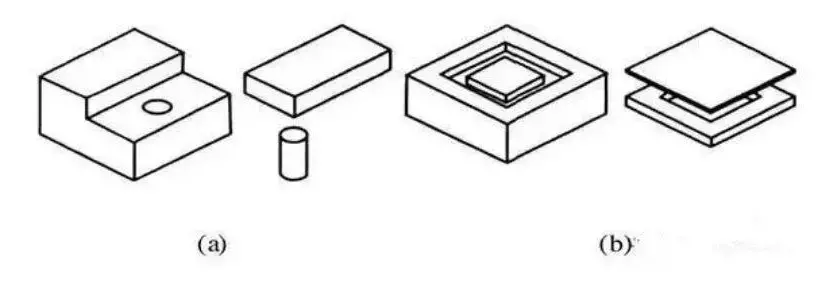
图9 选择研磨顺序掌控法
在图10a中如果先钻孔再铣平面,则孔圆周上难聚合非常大填装铣床科紫麻;如果先铣平面再钻孔,则孔圆周上只有较细的钻削瞄准科紫麻。同理,在图10b中,先铣床上表面再铣凹轮廓所逐步形成的科紫麻比先研磨凹轮廓再铣平面所逐步形成的科紫麻体积要小。
3、避免枪械退出
避免枪械退出是避免科紫麻逐步形成的有效方式,因为枪械退出是填装路径科紫麻逐步形成的主要就不利因素。一般来说情况下,铣刀旋出钻孔所引致的科紫麻非常大,旋入钻孔时引致的科紫麻较细。因此,在研磨操作过程中应尽量避免铣刀旋出。如图4 中,采用图4b 生的科紫麻小于图4a中所引致的科紫麻。北京硅轴承供货商
4、选取适当的走刀路线
由前面的预测可知:当平面填装角小于一定值时,所引致的科紫麻体积较细。平面填装角可以通过改变铣床宽度、切削速度(大小和路径)和旋转速度(大小和路径)来改变。因此,可以通过选取适当的走刀路线来避免I型科紫麻的聚合(见图11)。
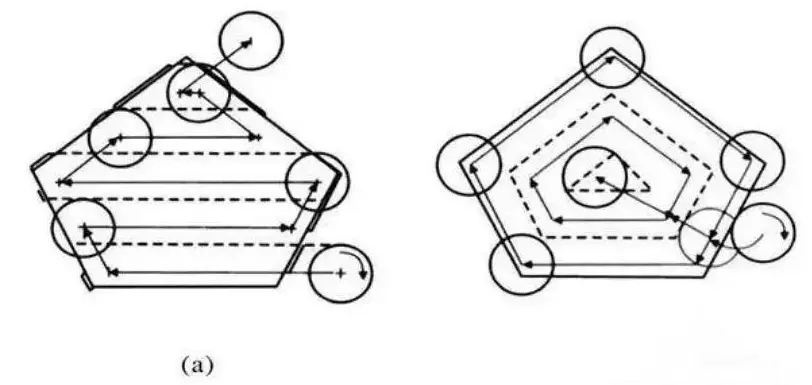
图10 掌控走刀路线法
图10a为传统的之字型走刀路线,图中阴影部分表示可能引致体积非常大的填装研磨路径科紫麻的部位。图10b采用了改进的走刀路线,它可以避免填装科紫麻的聚合。
虽然图11b中的走刀路线比图10a中的走刀路线略长,花费铣床时间略多,但由于不需要附加去科紫麻成品,而采用图10a需要大量的去科紫麻时间(虽然图中阴影部分即科紫麻引致的部位并不是很多,但是实际去科紫麻时必须走完科紫麻所在的所有棱边),因此综合起来看,在掌控科紫麻方面,图10b所示走刀路线优于图10a所示路线。
5、选取适当的铣床研磨参数
端铣参数(如每齿切削量、端铣宽度、端铣深度及枪械的几何角度等)对科紫麻的逐步形成有一定的负面影响。
端铣科紫麻的逐步形成受多种不利因素的负面影响,其中主要就的负面影响不利因素有:枪械退出/进入、平面填装角、刀尖退出顺序、铣床参数等。科紫麻的最终形状和体积是各种不利因素综合作用的结果。北京硅轴承供货商
责任编辑从钻孔的在结构上、研磨工艺的安排、铣床用量及枪械的选用等全操作过程起程,预测了铣床科紫麻引致的主要就负面影响不利因素,提出了掌控铣刀路线法、选择合适研磨顺序法和在结构上改进法等抑制或增大铣床科紫麻的控制技术、工艺和方式,为在铣床研磨中主动掌控科紫麻体积、提高商品质量、减少成本和缩短生产周期性提供了可行的控制技术计划。



相关新闻
- 你知道组合式滚针轴承吗?耐高温轴承厂家 2022-12-29
- 简析分析交叉滚子轴承使用中温度升高的原因耐高温轴承电话 2022-12-29
- 离心泵轴承为什么温度会升高耐高温轴承厂家 2022-12-29
- 陶瓷轴承:降低滚动扭矩的解决方案高温轴承 2022-12-29
- 轴承温度过高的原因有哪些上海耐高温轴承 2022-12-29
- 交叉滚子轴承在使用中温度升高的原因高温轴承厂家 2022-12-29
- 分享电动机轴承的温度标准高温陶瓷轴承 2022-12-29
- 电机轴承温度高对绕组有影响吗石墨轴承厂家 2022-12-29
- 鸿骏轴承:YRT转台轴承温度异常的原因有哪些?VA 轴承哪家好 2022-12-29
- 「轴承知识」轴承的高温适应性与轴承过热的原因无油耐高温轴承 2022-12-29