





 QQ客服
QQ客服 


上海蓝孚轴承制造有限公司
联系人:蓝孚高温轴承销售
手机:13166380555
E-mail:lafogwzc@foxmail.com
地址:上海市闵行区庙泾路66号
机械加工中获得工件尺寸精度的常用方法!高温VA 轴承
发布时间:2022-08-12 11:46:36 人气:149 来源:蓝孚轴承
研磨精确度是指配件研磨后的前述欧几里得模块(体积、花纹和边线)与设计图明确规定的平庸欧几里得模块合乎的某种程度。此种相吻合的某种程度越高,研磨精确度也越高。
在研磨中,由于环境因素的影响,事实上不可能将将配件的每一个欧几里得模块研磨得与平庸欧几里得模块全然相合乎,协进会造成一些偏移。此种偏移,就是研磨数值。
从下列四个各方面深入探讨:
1.赢得配件体积精确度的方式
2.赢得花纹精确度的方式
3.赢得边线精确度方式
1.赢得配件体积精确度的方式
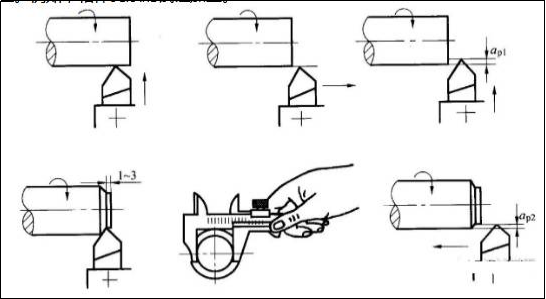
(1)试切法
即扩大开放填装极小部份研磨表层,量测试切税金的体积,依照研磨明确要求适度调枪械研磨刃相较钻孔的边线,再试切,再量测,这般历经五六次试切和量测,当被研磨体积达至明确要求后,再研磨整座待研磨表层。
试切法通过试切-量测-修正-再试切,反反复复展开直至达至明确要求的体积精确度年末。比如,宽幅孔系的试镗研磨。
试切法达至的精确度可能将极高,它不须要繁杂的器,但此种方式耗时(须要展开数次修正、试切、量测、排序),工作效率低,倚赖建筑工人的技术水准和排序方法用具的精确度,产品质量不平衡,所以只用作easier小批制造。
作为试切法的一种类别——配作,它是以已研磨件为排序方法,研磨与相衬的另—钻孔,或将四个(或四个以内)钻孔女团在一同展开研磨的方式。配作中最后被研磨体积达至的明确要求是以与已研磨件的相互配合明确要求为依据的。低温硅轴承
(2)Vertus
预先用样件或标准件修正好机床、夹具、枪械和钻孔的准确相较边线,用以保证钻孔的体积精确度。因为体积事先修正到位,所以研磨时,不用再试切,体积自动赢得,并在一批配件研磨过程中保持不变,这就是Vertus。比如,采用铣床夹具时,枪械的边线靠对刀块确定。Vertus的实质是利用机床上的定程器或对刀器或预先整好的刀架,使枪械相较于机床或夹具达至一定的边线精确度,然后研磨一批钻孔。
在机床上依照刻度盘进刀然后研磨,也是Vertus的一种。此种方式须要先按试切法决定刻度盘上的刻度。大批量制造中,多用定程挡块、样件、样板等对刀器展开修正。
Vertus比试切法的研磨精确度平衡性好,有较高的制造率,对机床操作工的明确要求不高,但对机床修正工的明确要求高,常见于成批制造和大量制造。
(3)定体积法
用枪械的相应体积来保证钻孔被研磨部位体积的方式称为定体积法。它是利用标准体积的枪械研磨,研磨面的体积由枪械体积决定。即用具有一定的体积精确度的枪械(如铰刀、扩孔钻、钻头等)来保证钻孔被研磨部位(如孔)的精确度。
定体积法操作方便,制造率较高,研磨精确度比较平衡,几乎与建筑工人的技术水准无关,制造率较高,在各种类别的制造中广泛应用。比如钻孔、铰孔等。低温硅轴承
(4)主动量测法
在研磨过程中,边研磨边量测研磨体积,并将所测结果与设计明确要求的体积比较后,或使机床继续工作,或使机床停止工作,这就是主动量测法。
目,主动量测中的数值已可用数字显示。主动量测法把量测器加入工艺系统(即机床、枪械、夹具和钻孔组成的统一体)中,成为其第五个因素。
主动量测法产品质量平衡、制造率高,是发展方向。
(5)自动控制法
此种方式是由量测器、进给器和控制系统等组成。它是把量测、进给器和控制系统组成一个自动研磨系统,研磨过程依靠系统自动完成。
体积量测、枪械补偿修正和研磨研磨以及机床停车等一系列工作自动完成,自动达至所明确要求的体积精确度。比如在数控机床上研磨时,配件就是通过程序的各种指令控制研磨顺序和研磨精确度。
自动控制的具体方式有两种:
①自动量测即机床上有自动量测钻孔体积的器,在钻孔达至明确要求的体积时,量测器即发出指令使机床自动退刀并停止工作。
②数字控制即机床中有控制刀架或工作台精确移动的伺服电动机、滚动丝杠螺母副及整套数字控制器,体积的赢得(刀架的移动或工作台的移动)由预先编制好的程序通过排序机数字控制器自动控制。
初期的自动控制法是利用主动量测和机械或液压等控制系统完成的。目前已广泛采用按研磨明确要求预先编排的程序,由控制系统发出指令展开工作的程序控制机床或由控制系统发出数字信息指令展开工作的数字控制机床,以及能适应研磨过程中研磨条件的变化,自动修正研磨用量,按明确规定条件实现研磨过程最佳化的适应控制机床展开自动控制研磨。低温硅轴承
自动控制法研磨的产品质量平衡、制造率高、研磨柔性好、能适应多品种制造,是目前机械制造的发展方向和排序机辅助制造(CAM)的基础。
2.赢得花纹精确度的方式
1)轨迹法
此种研磨方式是利用刀尖运动的轨迹来形成被研磨表层的花纹的。普通的车削、铣削、刨削和磨削等均属于刀尖轨迹法。用此种方式得到的花纹精确度主要取决于成形运动的精确度。
2)成形法
利用成形枪械的欧几里得花纹来代替机床的某些成形运动而赢得研磨表层花纹的。如成形车削、铣削、磨削等。成形法所赢得的花纹精确度主要取决于刀刃的花纹。
3)展成法
利用枪械和钻孔作展成运动所形成的包络面来得到研磨表层的花纹,如滚齿、插齿、磨齿、滚花键等均属展成法。此种方式所赢得的花纹精确度主要取决于刀刃的花纹精确度和展成运动精确度等。
3.赢得边线精确度方式
机械研磨中,被研磨表层对其他表层边线精确度的赢得,主要取决钻孔的装夹。低温硅轴承
1)直接找正装夹
此法是用百分表、划线盘或目测直接在机床上找正钻孔边线的装夹方式。
2)划线找正装夹
此法是先在毛坯上依照配件图划出中心线、对称线和各待研磨表层的研磨线,然后将钻孔装上机床,依照划好的线找正钻孔在机床上的装夹边线。
此种装夹方式制造率低,精确度低,且对建筑工人技术水准明确要求高,一般用作easier小批制造中研磨繁杂而笨重的配件,或毛坯体积公差大而无法直接用夹具装夹的场合。
3)用夹具装夹
夹具是依照被研磨工序明确要求专门设计的,夹具上的定位元件能使钻孔相较于机床与枪械迅速占有正确边线,不需找正就能保证钻孔的装夹定位精确度,用夹具装夹制造率高,定位精确度高,但须要设计、制造专用夹具,广泛用作成批及大量制造。



相关新闻
- 你知道组合式滚针轴承吗?耐高温轴承厂家 2022-12-29
- 简析分析交叉滚子轴承使用中温度升高的原因耐高温轴承电话 2022-12-29
- 离心泵轴承为什么温度会升高耐高温轴承厂家 2022-12-29
- 陶瓷轴承:降低滚动扭矩的解决方案高温轴承 2022-12-29
- 轴承温度过高的原因有哪些上海耐高温轴承 2022-12-29
- 交叉滚子轴承在使用中温度升高的原因高温轴承厂家 2022-12-29
- 分享电动机轴承的温度标准高温陶瓷轴承 2022-12-29
- 电机轴承温度高对绕组有影响吗石墨轴承厂家 2022-12-29
- 鸿骏轴承:YRT转台轴承温度异常的原因有哪些?VA 轴承哪家好 2022-12-29
- 「轴承知识」轴承的高温适应性与轴承过热的原因无油耐高温轴承 2022-12-29