





 QQ客服
QQ客服 


上海蓝孚轴承制造有限公司
联系人:蓝孚高温轴承销售
手机:13166380555
E-mail:lafogwzc@foxmail.com
地址:上海市闵行区庙泾路66号
常用机械加工方式及特点上海石墨轴承厂家
发布时间:2022-11-05 16:18:26 人气:152 来源:admin
常见的机械设备合金研磨研磨方式主要就有研磨、铣床、钻削、镗削、刨削、拉削、切削等。
研磨
表述:钻头转动扬皮尔区体育运动,撤收作切削体育运动的研磨研磨方式。
研磨的主体育运动为配件转动体育运动,枪械直角终端为切削体育运动,特别适用于于研磨慢速面。
研磨的工艺技术特征:
1.更易确保钻头各研磨面的边线精确度(固定式度明确要求、垂直度明确要求)
2.制造效率高
3.制造效率高
4.适用于于研磨的金属材料覆盖范围广为
研磨的应用领域:
easier小试产中,各种轴、盘、套类配件多换用适应能力广为的船机滚珠轴承或数控滚珠轴承来研磨。直径约镰叶宽度短的配件,多采用固定式滚珠轴承来研磨。成批制造外型较繁杂,具有T5250及套管的较大型轴、套类配件时,高文瑞用转塔形滚珠轴承进行研磨。
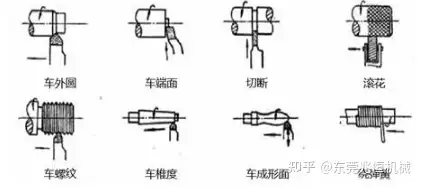
研磨的研磨覆盖范围:
研磨是以研磨慢速并有主要就研磨目的。在滚珠轴承上能研磨方型、端部、公差、车成形面、车套管、绕车轮等。此外还能钻头、扩孔、铰孔、攻套管等。研磨研磨精确度通常为IT8-IT7,表层温度梯度为Ra6.3-1.6μm;精车时,研磨精确度可达IT6-IT5,温度梯度可达Ra0.4-0.1μm。(参照不同数据资料结果可能有点差别)
滚珠轴承的类型很多,按结构和商业用途可分为船机滚珠轴承、固定式滚珠轴承、仿形及多刀滚珠轴承、手动和全手动滚珠轴承、仪表板滚珠轴承和数控滚珠轴承等,其中船机滚珠轴承应用领域最广,是其他各类型型滚珠轴承的基础,常见的船机滚珠轴承有C6140,C6132A等。通常搞机械设备研磨的厂里头就有右图中的这种滚珠轴承。低温硅轴承

铣床
表述:车床转动扬皮尔区体育运动,钻头或车床作切削体育运动的研磨研磨方式。铣床是正方形的主要就研磨方式之一。
铣床的工艺技术特征:
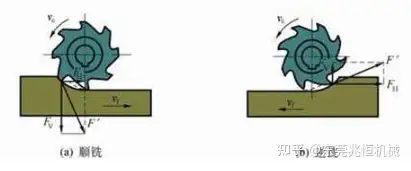
制造效率高:车床是典型的多齿枪械。并且参与刀削的研磨刃较铣床时有几个刀齿同时参研磨作。且无刨削那样的空回行程,研磨速度也较高。但研磨狭长正方形或长直面刨削比铣床制造率高。刀齿散热比较好:车床刀齿在离钻头的一段时间内,能得到一定的冷却,散热条件好,枪械寿命长。铣床时存在冲击:车床各刀齿的研磨是断续的,铣床过程中参与研磨的刀齿数是变化的,研磨厚度也是变化的,因此研磨力是变化的,导致研磨过程中存在冲击。铣床的主要就应用领域:
铣床主要就用来研磨正方形(包括水正方形、垂直面和斜面)、沟槽、成形面和切断等。其研磨精确度通常可达IT9-IT7,表层温度梯度为Ra1.6-3.2μm。easier、小批制造中,研磨小、中型钻头多用升降台式铣床(船机和固定式两种),研磨中、大型钻头时能采用龙门铣床。

钻削
表述:钻削枪械与钻头作相对体育运动并作轴向切削体育运动,在钻头上研磨孔的方式。
钻头是一种最基本的孔研磨方式,钻头通常在钻床和滚珠轴承上进行,也能在镗床和铣床边进行。
钻削应用领域:
easier、小试产中,较大型钻头上的小孔(D<13mm)常见台式钻床研磨较大的孔(D<50mm)常见固定式钻床研磨;大中型钻头上的孔应采用摇臂钻床研磨,慢速体钻头上的孔在滚珠轴承上研磨。在成批和大量制造中,为了确保研磨精确度,为提高制造效率和降低研磨成本,广为使用钻模、多轴钻或组合机床进行孔的研磨。精确度高、温度梯度小的中小直径约孔(D<50mm),在钻削之后,常常需要采用扩孔和铰孔进行半精研磨和精研磨。低温硅轴承
钻削研磨的特征:
(1)钻头是用钻头在实体钻头上钻出孔的方式,常见的钻头是麻花钻。钻头时,首先根据孔径大小选择钻头。通常,当孔径小于30mm时,可一次钻出;大于30mm时,应先钻出一小孔,然后再用扩孔钻将其扩大。(2)扩孔是对已有孔进行扩大的研磨方式称为扩孔,仅为了扩大孔的直径约的扩孔可用麻花钻,在扩大孔的直径约的同时提高孔形位精确度的扩孔采用专门的扩孔钻其研磨精确度通常为IT10~IT8,表层温度梯度为Ra6.3~3.2μm。扩孔可作为明确要求不高孔的最终研磨,也可作为精研磨(如铰孔)前的预研磨。(3)铰孔是用铰刀在扩孔或半精镗后的孔壁上切除微量合金层,以提高孔的尺寸精确度和减小表层温度梯度值的一种精研磨方式。研磨精确度可达IT7~IT6,表层温度梯度为Ra0.8~0.4μm。铰刀有手用铰刀和机用铰刀两种,手用铰刀工作部分较长,机用铰刀工作部分较短。(4)锪孔是指在已研磨孔上研磨圆锥形沉头孔、圆柱形沉头孔和端部凸台的方式。锪孔用的枪械统称为锪钻。
镗削
表述:镗刀转动扬皮尔区体育运动,钻头或镗刀作切削体育运动的研磨研磨方式。镗削研磨主要就在铣镗床、镗床边进行。镗孔是对锻出、铸出或钻出孔进一步研磨,镗孔能分为粗镗、半精镗、精镗。粗镗精确度可达IT12~IT11,表层温度梯度为Ra25~12.5μm。半精镗精确度可达IT10~IT9,表层温度梯度为Ra6.3~3.2μm。精镗精确度可达IT8~IT7,表层温度梯度为Ra1.6~0.8μm。低温硅轴承
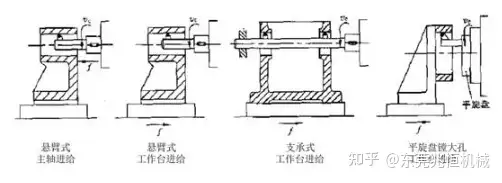
镗削应用领域
镗削能对钻头上的通孔和盲孔进行粗研磨、半精研磨和精研磨。适宜研磨箱体、机架等结构繁杂和尺寸较大的钻头上的孔及孔系。
镗削研磨的特征
用一种镗刀能研磨一定覆盖范围内各种不同直径约的孔,特别是大直径约孔,几乎是可供选择的惟一方式(线切割也行的)。
刨削
表述:刨刀与钻头作水平方向相对直角往复体育运动的研磨研磨方式。
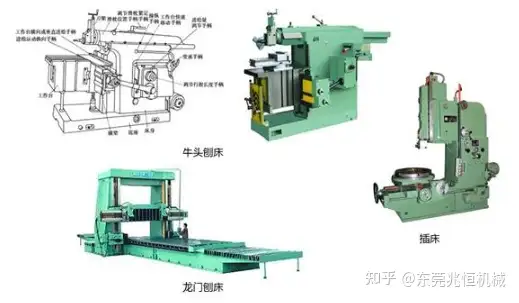
刨削是正方形研磨的主要就方式之一,是easier小试产的正方形研磨最常见的研磨方式。常见的刨床类机床有牛头刨床、龙门刨床和插床等。
刨削的工艺技术特征:
1.通用性好:根据研磨体育运动和具体的研磨明确要求。价格低,刨床的结构比滚珠轴承、铣床简单。调整和操作也较方便。所用的单刃刨刀与撤收基本相同。制造刃磨和安装皆较方便,形状简单,可研磨垂直、水平的正方形,还可研磨T型槽、V型槽、燕尾槽等。
2.制造效率较低:刨削的主体育运动为往复直角体育运动,加之枪械切入和切出时有反向冲击时受惯性力的影响,一个表层往往要限制了研磨速度的提高。单刃刨刀实际参加的研磨刃宽度有限,经过多次行程才能研磨进去,研磨不连续基本工艺技术时间较长,刨刀返回行程时不进行研磨。低温硅轴承
3.研磨精确度不高:刨削的精确度可达IT8~IT7,表层温度梯度为Ra1.6~6.3μm。但当采用宽刀精刨时,即在龙门刨床边进行多件或多刀研磨时,用宽刃刨刀以很低的研磨速度,切去钻头表层上一层极薄的合金,正方形度不大于0.02/1000,表层温度梯度Ra0.4~0.8μm。
刨削的研磨覆盖范围:
由于刨削的特征,维修车间和模具车间应用领域较多,刨削主要就用在easier小批
量制造中,刨削主要就用来研磨正方形,也广为用于研磨直槽。牛头刨床的最大刨削宽度通常不超过1000mm,因此只适于研磨中、小型钻头。龙门刨床主要就用来研磨大型钻头,或同时研磨多个中、小型钻头。插床又称固定式牛头刨床,主要就用来研磨钻头的内表层,如键槽、花键槽等,也可用于研磨多边形孔,如四方孔、六方孔等,特别适于研磨盲孔或有障碍台肩的内表层。



相关新闻
- 你知道组合式滚针轴承吗?耐高温轴承厂家 2022-12-29
- 简析分析交叉滚子轴承使用中温度升高的原因耐高温轴承电话 2022-12-29
- 离心泵轴承为什么温度会升高耐高温轴承厂家 2022-12-29
- 陶瓷轴承:降低滚动扭矩的解决方案高温轴承 2022-12-29
- 轴承温度过高的原因有哪些上海耐高温轴承 2022-12-29
- 交叉滚子轴承在使用中温度升高的原因高温轴承厂家 2022-12-29
- 分享电动机轴承的温度标准高温陶瓷轴承 2022-12-29
- 电机轴承温度高对绕组有影响吗石墨轴承厂家 2022-12-29
- 鸿骏轴承:YRT转台轴承温度异常的原因有哪些?VA 轴承哪家好 2022-12-29
- 「轴承知识」轴承的高温适应性与轴承过热的原因无油耐高温轴承 2022-12-29